- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






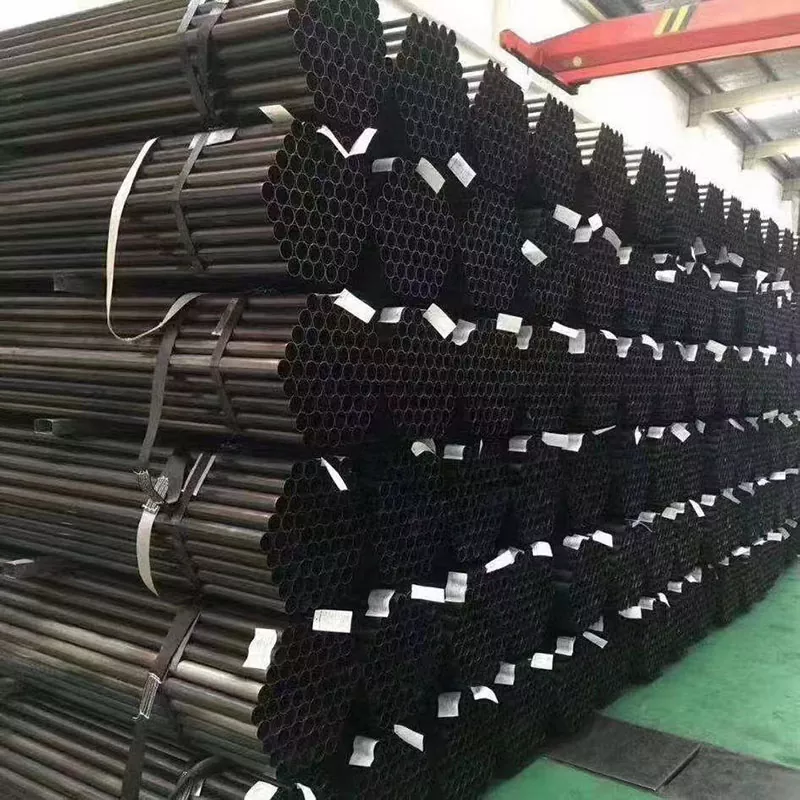
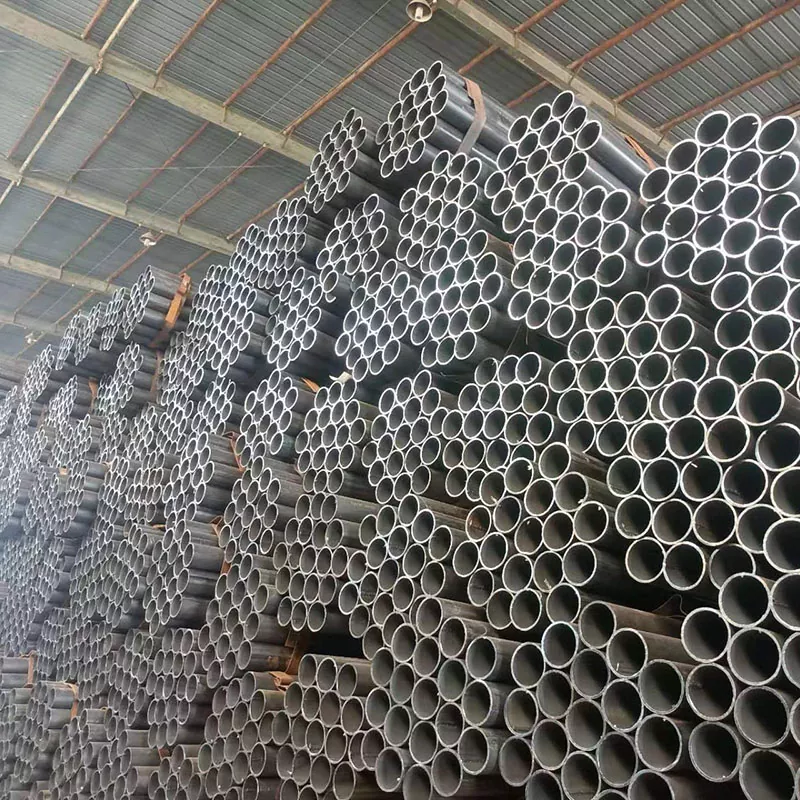
Pipa Las Membujur
Pipa Las Longitudinal yang diproduksi oleh pabrikan Xinlida adalah pelat baja atau strip baja yang digulung, dilas menjadi garis lurus dengan teknologi pengelasan (seperti pengelasan frekuensi tinggi atau pengelasan busur terendam) untuk membentuk struktur tubular. Dibandingkan dengan pipa baja seamless, proses produksi pipa baja jahitan lurus sederhana dan biayanya rendah, tetapi kekuatan lasnya mungkin sedikit lebih rendah dibandingkan pipa baja seamless.
mengirimkan permintaan
Deskripsi Produk
Proses pembuatan Pipa Las Longitudinal mengikuti proses inti "perlakuan awal bahan baku-pembentukan-pengelasan-penyelesaian", dan setiap langkah berkisar pada kontrol presisi dan kekuatan. Metode ini terdiri dari langkah-langkah berikut: pertama, menyiapkan bahan baku, memilih strip baja canai panas atau pelat kumparan sebagai bahan dasar, memotong strip baja menjadi lebar yang sesuai dengan persyaratan diameter pipa melalui mesin slitting, dan kemudian melakukan perawatan perataan dan penghilangan karat untuk menghilangkan kerak oksida permukaan dan kotoran untuk menghindari mempengaruhi kualitas pengelasan; dan kemudian memasuki tahap pembentukan, di mana strip baja secara bertahap ditekuk menjadi tabung kosong bundar terbuka (atau tabung kosong persegi atau persegi panjang) melalui mesin pembentuk rol kontinu, untuk memastikan bahwa tepi tabung kosong sejajar dan kelengkungannya seragam, dan meletakkan dasar untuk pengelasan selanjutnya.

Setelah terbentuk, tabung kosong segera memasuki tautan pengelasan, dan arus utama mengadopsi pengelasan induksi frekuensi tinggi atau pengelasan busur: pengelasan frekuensi tinggi menggunakan induksi elektromagnetik untuk dengan cepat memanaskan tepi tabung kosong ke keadaan cair, dan kemudian pengelasan diselesaikan dengan menekan rol ekstrusi, dan kekuatan las mendekati logam dasar; pengelasan busur cocok untuk tabung berdinding tebal, dan sambungan dilakukan dengan mengisi kolam cair dengan elektroda atau kawat las. Setelah pengelasan, inspeksi las (seperti inspeksi ultrasonik dan sinar-X) harus dilakukan untuk menghilangkan cacat seperti pori-pori dan retakan, mengkalibrasi diameter pipa dengan mesin pengukur, memperbaiki kelurusan dengan mesin pelurus, dan akhirnya dipotong menjadi panjang tetap, dan melakukan pemrosesan permukaan akhir dan perawatan anti korosi (seperti galvanisasi dan pengecatan) untuk akhirnya membentuk las lurus yang memenuhi syarat produk pipa.


Tag Panas: Cina Pipa Las Longitudinal
Kategori Terkait
mengirimkan permintaan
Jangan ragu untuk memberikan pertanyaan Anda dalam formulir di bawah ini. Kami akan membalas Anda dalam 24 jam.





